
一、前言
铸件是机械工业的基础,铸件的生产有砂型铸造及多种多样的特种铸造方法,砂型铸造包括粘土砂、水玻璃砂、树脂砂等,其占铸件生产的主要部分,笔者通过长期的生产实践,摸索出一套便易实用的绿廉粘结剂砂铸造技术,其具有铸件生产髙质量髙效率低成本、废砂废水零排放的显著特点,而且由于生产过程中使用当今人们急於減排的二氧化碳,并使废砂废水循环利用,从而为改变长久以来铸造生产的恶劣环境及对大自然的巨大污染,为减少大气中会导致气侯变化的温室气体,为实现绿色铸造创造了条件。下面以球墨铸铁阀门铸件为例将其相关技术、材料、工装设备、特点及典型应用厂家作一介绍。
二、主要技术简介
1、绿廉粘结剂技术
绿廉粘结剂分为一号绿廉粘结剂和二号绿廉粘结剂两种。
一号 绿廉粘结剂是一种以水玻璃为基的粘结剂,其由一定规格的普通水玻璃在室温下经一种多组元有机与无机环保活化剂溶液改性处理而成。其配置的型砂可吹二氧化碳瞬硬,也可吸收热能或微波而硬化。在二氧化碳硬化时,由於改性溶液中各组分兼有粘结及表面活性等作用,并在水玻璃中形成高分散度的骨架结构,限制了固化时凝胶胶粒的长大,使其细小,从而提高了型砂的粘结强度,这样,就在保证型砂相同强度要求的情况下,可大幅度减少水玻璃的加入量,即从通常的8%左右降至4%左右;在高温时,改性溶液中的有机组分因浑发、燃烧使粘结膜中产生气泡、缝隙,当型砂冷却时,改性溶液中的无机组分会析出对粘结膜产生破坏、割裂作用的晶相,并且其热膨胀系数远大於硅酸盐玻璃,从而产生较大应力,导致粘结膜开裂;综合以上几方面的作用,使型砂的溃散性得到了很大改善,也使旧砂湿法再生非常容易。由於改性液是一种水溶性环保化合物,其在旧砂水洗时与残留水玻璃一起溶入污水中,污水经中和凝絮沉淀变为清水循环使用,从而为实现废砂废水零排放的绿色铸造生产提供了条件。适用于擦洗砂。
二号绿廉粘结剂是由以水玻璃为基的改性水玻璃与多功能溃散剂组成,其改性水玻璃是将一定规格的普通水玻璃经环保活化剂处理而成,多功能溃散剂是一种多组元活性剂溶液。适用于擦洗砂及非擦洗砂。
2、绿廉粘结剂旧砂湿法再生及污水处理技术
<1>、旧砂湿生再生技术及特点
其技术工艺流程为:旧砂经磁选、破碎后进行搅拌水洗,砂水分离后,旧砂经晒干或烘干回用,污水经处理后循环使用。见照一。
其具有设备简、投资少、再生回收率高、再生砂质好、成本低、环保性好等特点。

照一 旧砂湿法再生及污水处理现场
<2>、污水处理技术及特点
其基本原理是:针对污水呈碱性,通过加酸调节PH值,再针对污水中存在的大量悬浮物,通过加相关药剂,使其凝絮沉淀,从而使污水变为可循环使用的清水。见照十二。
其具有处理水质好、成本低、设备简等特点。
3、造型、制芯技术
<1>、手工操作
采用顶箱或漏模及可拆砂箱进行造型,上下型用砂块方式定位,见照二。

照二 :漏模机构及可拆箱框
型芯采用芯合手工制作,见照三、照四。

照三 手工制芯现场

照四 阀体砂芯
<2>、射芯机制作
型芯生产量大时采用,见照五、照六。

照五 小型射芯机

照六 中大型射芯机
4、硬化技术
<1>、二氧化碳瞬硬
采用压板充气,见照七 ,其整型硬化速度快,简便易行。

照七 二氧化碳压板充气操作现场
<2>、电加热硬化
采用热芯合或进炉加热硬化,其可减少绿廉粘结剂的加入量。
<3>、微波加热硬化
其加热均匀,速度快,绿廉粘结剂加入量可降低到百分之二左右。
5、喷涂技术
为防铸铁件粘砂及提高铸型(芯)表面的耐火度,采用喷涂方法上一层醇基快干涂料,其速度快、涂层均匀、成本低。见照八、照九。

照八 铸型喷涂醇基涂料 照九 铸型喷涂醇基涂料后点火燃干
6、节砂技术
<1>、无箱组芯造型
见照二十七、照二十八,铸型全由型芯组成,各芯用自带的砂块来定位,其不仅省去了大量的砂箱工装,而且降低了用砂量。
<2>、叠箱造型
见照十、照十一,由于省去一半铸型,进一步减少了用砂量。
照十 待浇注的叠箱铸型

照十一 叠箱浇注的铸件组
<3>、覆砂造型
对厚大的铸型和型芯,中间可放置一随形中空构件或管件,外覆数公分的型砂或芯砂,这样可大幅度降低用砂量。
7、压边浇冒口技术
对于铸铁件,特别是其中的球墨铸铁件,为了实现无冒口铸造,采用绿廉粘结剂砂压边浇冒口工艺是行之有效的方法。
压边浇冒口结构见照十二。压边浇口为缝隙式,缝隙宽度取四至五毫米,浇口截面依经验取每十公斤件重为一平方毫米。压边浇口上设一放大部位以防浇口出现缩孔,尺寸也根据经验来定。为节约造型用砂,增加浇注压头,放大部位上方装一砂套。
模具制作时,压边浇口可固定在模具的相应部位上,造型漏模时自行准确的形成所要求的压边浇口,浇口套另行制作,合箱时放上。
该压边浇冒口形式具有挡渣好、铸件合格率高、因可实现无冒口铸造,铁水利用率高、操作方便、清理容易等特点。

照十二 模具压边浇冒口结构
三、相关材料、工装及设备
1、造型材料及混制与使用
<1>、绿廉粘结剂
一号绿廉粘结剂配制:
二号绿廉粘结剂配制:
水玻璃改性:
(2)、水玻璃改性操作:在搅拌下将配制好的改性溶液徐徐加入水玻璃中,直止反应均匀。
绿廉粘结剂特点:
能使混制的型(芯)砂达到如下效果:
即时强度高,能有效保证铸件的尺寸精度。
改善溃散性,并使旧砂回收容易,水溶即散。
可使用时间长,装入塑料袋能放置十余天再用。
冬季能显著促硬,避免吹不硬及蠕变现象。
抗吸湿性好,制作的铸型及型芯可长时间放置待用。
绿廉粘结剂可现场配制,即配即用,放置一年也不老化。
成本低。
<2>、溃散剂
一种由有机化合物和无机化合物混合组成的环保材料,其有机和无机组分在常温下具有提高粘结性的效能,故可进一步减少水玻璃的加入量,而在高温下,其有机组分因燃烧产生的气泡、灰分会加剧割裂水玻璃粘结膜,残留灰分还能降低熔融水玻璃对砂粒的润湿性,其无机组分会与水玻璃化合生成新相,此新相也因与硅酸盐玻璃的膨胀系数不同产生应力,从而进一步改善了型砂的溃散性。仅在使用一号绿廉粘结剂的特殊芯砂中加入。
<3>、原砂
中小件采用50-100目擦洗砂或湿法再生砂,大件适当粗些。
<4>、二氧化碳
根据铸件产量可选用钢瓶、钢瓶集装格、低温绝热气瓶、低温储罐装,钢瓶装的气压高,使用时要特别注意安全,而且耗损大。
<5>、涂料
选用粘结强度高、涂刷性好的醇基涂料。
<6>、二氧化碳瞬硬型(芯)砂配比及混制
(1)、一号绿廉粘结剂砂配比与混制:
(2)、二号绿廉粘结剂砂配比与混制:
2、模具、操作机构及配套工装
将装好压边浇口的模具固定在顶漏模机架上,见照十三、照十四。再制作相配套的可拆箱框及吹气压板。见照十五。

照十三 带模具的漏模机

照十四 带模具的漏模机组 照十五 带可拆箱框的漏模机
该机构和工装制造简单、操作方便,新工人稍加练习即会。
3、涂料喷涂机,见照十六。

照十六 涂料喷涂机
工作时,其顶部电机带动罐内叶片旋转,使罐内涂料始终处於均匀不沉淀状态,喷涂的涂层质量好,速度快。
4、旧砂湿法再生和污水处理设备及配套设施
旧砂湿法再生设备及相关设施:磁选输送机、破碎机、搅拌水洗机各一台,清水、污水池各一个,清水、污水泵各一套,见照一。再生旧砂采用晒干或三回程烘干机烘干。
污水处理设备及配套设施:污水、清水池各一个,中间处理池二个,沉淀泥块池一个,污水泵一套,搅拌机二台,盛酸槽一个,药液缸二只,见照十七。

照十七 污水处理设备及设施
5、射芯机
见照五、照六。
6、微波加热炉
有箱式及隧道式等类型。见照十八、照十九、照二十。

照十八 箱式微波加热炉

照十九 隧道式微波加热炉 照二十 隧道式微波加热流水线
四、应用厂家示例
1、某年产三千吨球铁阀门铸件厂,采用二氧化碳瞬硬水玻璃砂工艺,旧砂全部湿法再生,单班作业,每天再生旧砂二十吨,产生污水三十吨,其有关设备及相应设施如下:
5kw磁选输送机一套,8kw破碎机一台,12kw卧式搅拌水洗机一套,10m x 10m x 1.2m清水、污水池各一个,4m x 2.2m x 2m中间处理池二个并排相联,3m x 3m x 1m沉淀泥块池一个,0.5kw清水、污水泵各一套,0.5kw搅拌机二台,再生旧砂晒干地面约二亩。
2、某年产一万吨铸铁件厂,采用倾斜式连续搅拌洗砂机,每小时洗砂五吨,其余设备同上,见照二十一。
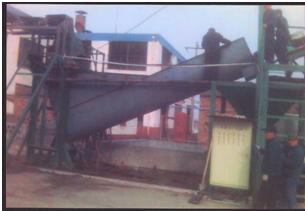
照二十一 倾斜式连续搅拌洗砂机
五、本工艺技术的主要特点
1、生产的铸件质量高:表面光洁度可达Ra6.3-12.5,尺寸精度能达CT7-9,特别适合内腔不需加工的软密封阀体的铸造,见照二十二、照二十三、照二十四、照二十五。

照二十二 未抛丸处理的阀体铸件 照二十三 抛丸处理打磨后的阀体铸件组
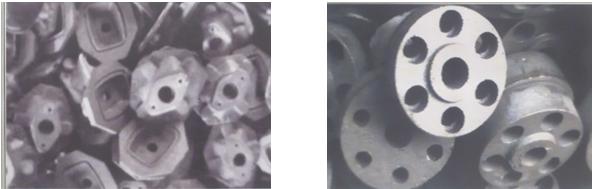
照二十四 抛丸处理打磨后的阀盖铸件组 照二十五 抛丸处理打磨后的阀门压兰铸件组
照二十四 抛丸处理打磨后的阀盖铸件组 照二十五 抛丸处理打磨后的阀门压兰铸件组
2、铸件合格率高:大於百分之九十五。
3、铁水利用率高:由於铸型刚性好,能实现无冒口铸造,铁水利用率可达百分之九十至九十五。
4、生产效率高:由於气硬速度快,起模机构操作方便,其效率比潮模脱箱造型高。
5、铸件浇冒口清理简便,用手锤即可清除,见照二十六。铸造抛丸清理后,打磨一下浇口即成。

照二十六 用手锤清除压边浇冒口
6、可实现无箱造型,节省大量的砂箱工装,见照二十七、照二十八。
6、可实现无箱造型,节省大量的砂箱工装,见照二十七、照二十八。

照二十七 阀体铸型下芯现场 照二十八 阀门闸板铸型合箱现场
7、综合成本低:大大低於树脂砂成本,而且不高於潮模砂的成本。
8、环保性好:旧砂全部湿法再生,污水经处理循环利用,实现废砂废水零排放,铸造中不产生树脂砂危害人体的气味,生产环境好。
9、铸造各环节操作简便,很易学会,劳动强度比潮模造型降低,而生产效率及铸件合格却提高,故能宽松铸造劳动力市场。
10、各配套设备简易,投资少,投产快。
六、结语
本文以球铁阀门铸件为例,介绍了一套可实现绿色铸造的吸碳生产技术,其对於许多黑色及有色合金铸件而言,文中的大部分内容也许有参考和借鉴的作用。这项技术通过十年的应用、完善和逐步推广,不仅达到了铸件高质量低成本的生产基本要求,而且对改善劳动环境、减少污染物排放以及当今人们紧迫面对的“应对气候变化,减少二氧化碳温室气体排放”的重大课题,有着明显的现实意义和长远意义。在此,笔者从抛砖引玉的角度,将以上自己对这项技术的实践体会和感想,与感兴趣的同行们进行交流,并望与有心的同仁们共同努力,以使这项技术不断发展和创新,为我们的铸造事业创造更多的经济效益、环境效益和社会效益而尽力。